新闻中心
刹车盘切槽刀片及加工工艺的改善
发布者:admin 时间:2019-07-16 15:18:00
刹车盘的简单加工工艺为铸造成型——车削加工——钻孔,去毛刺——入库。
车削加工工序,是灰铸铁刹车盘的重要加工工序,根据各企业要求,可一次装夹全部加工至尺寸(粗、精加工一个工位完成),也有粗加工和精加工分成两个工位完成,第一次装夹留有切削余量,第二次装夹完成全部加工至尺寸,保证表面光洁度和尺寸精度等要求。
1、刹车盘车削工序改善前
单面依次加工工艺: 平面度难保证,效率低
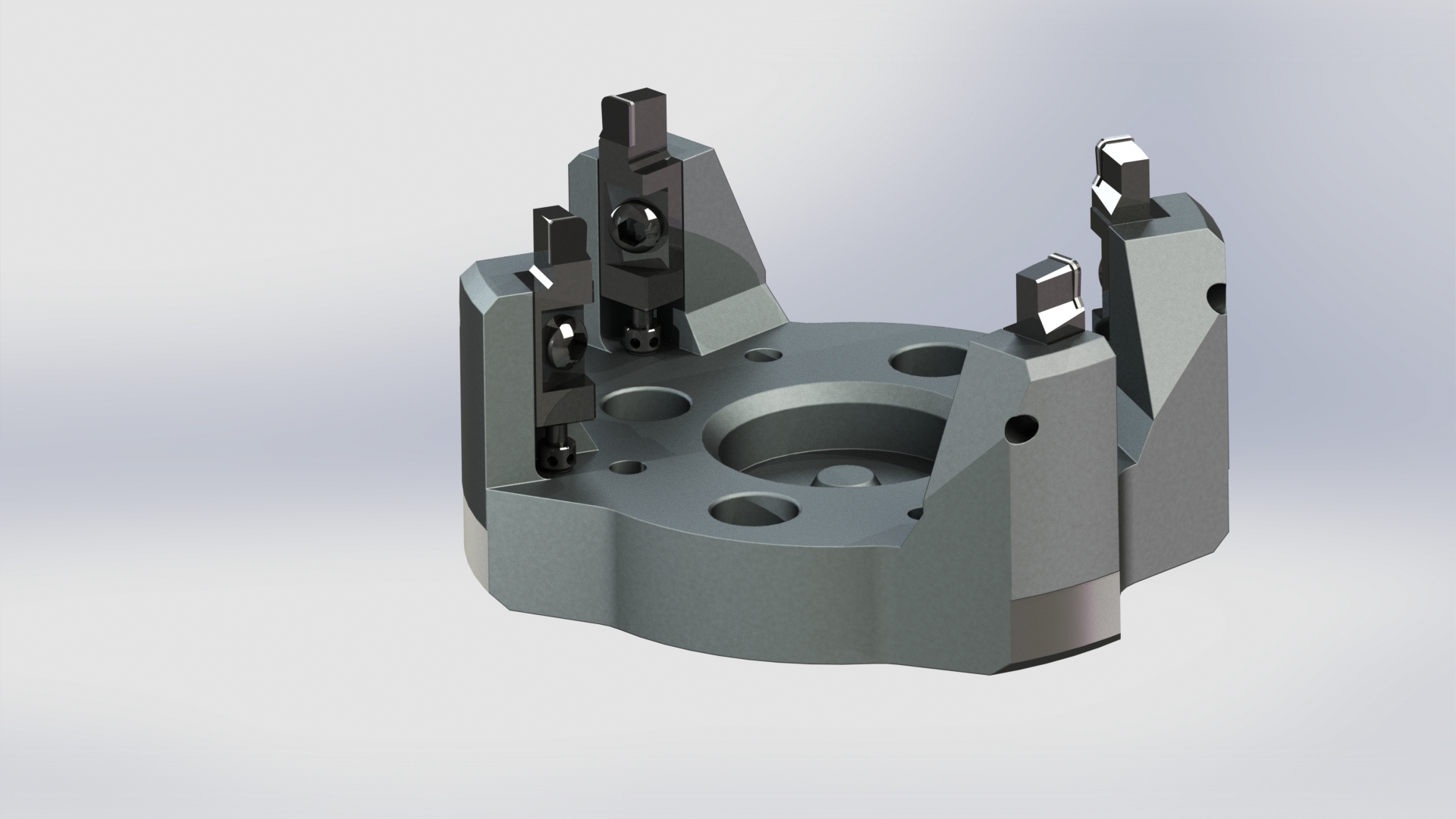
2、刹车盘车削工序改善后:
双刀同时进行: 平面度一致性高,效率成倍提高,尤其流水线作业,效率显著提升。
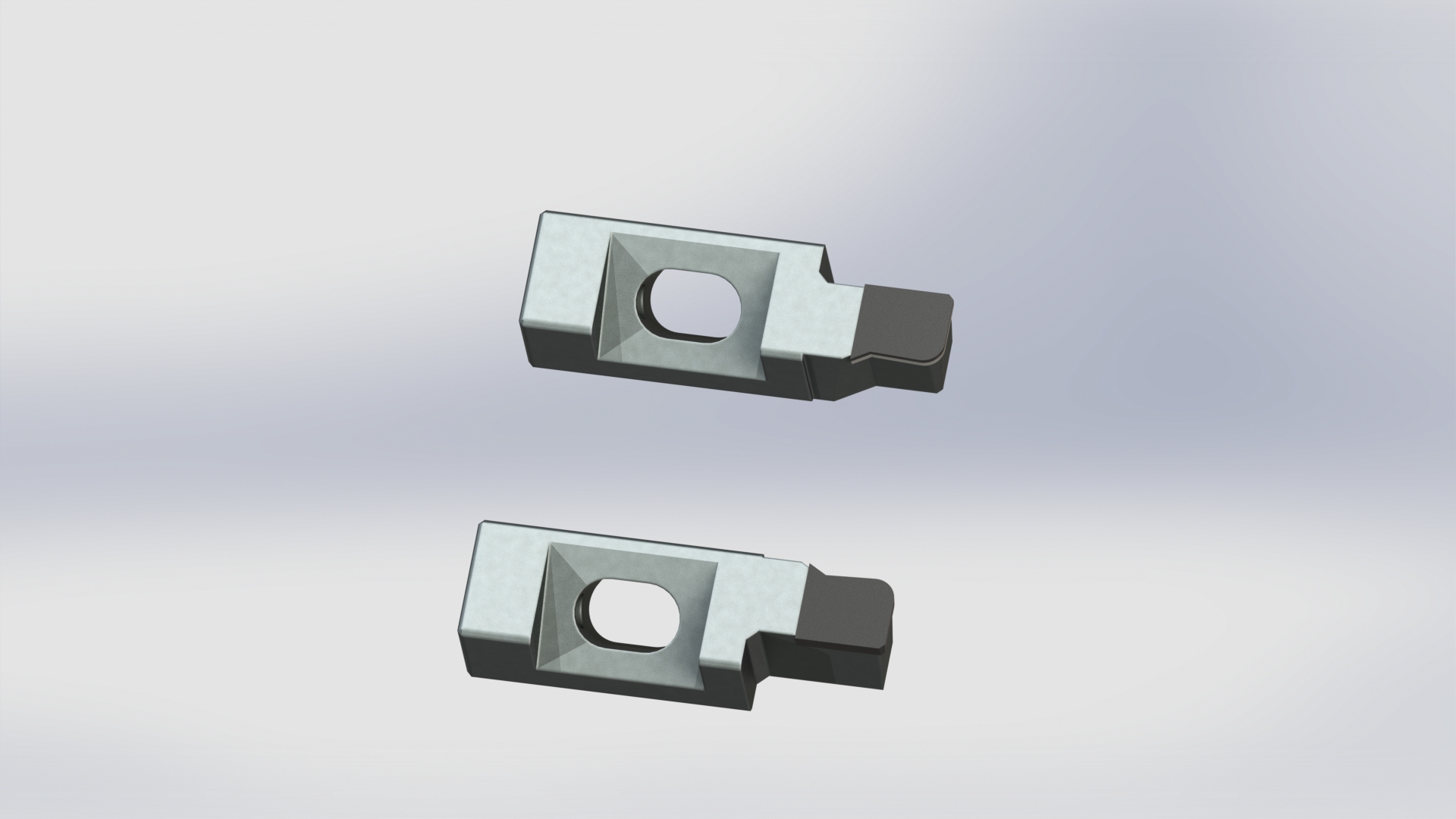
3、刹车盘切槽刀片的改善
由复合焊接形式转变为整体结构形式。
复合焊接形式CBN刀片只能用于精加工和扩槽使用,反之则易脱焊扎刀,导致工件报废,
而采用整体结构BN-S300牌号的槽刀刀片,不仅适用于粗加工,并且可实现挖槽不崩刀。